Batch Mixers: Efficient Cement Slurry Blending Solutions
Our advanced Batch Mixers are designed to deliver superior performance in cement slurry blending, delivery, and recirculation for well construction operations. Available in both hydraulic-driven and electric-driven configurations, these units offer versatility and reliability in various operational environments.
Key Features
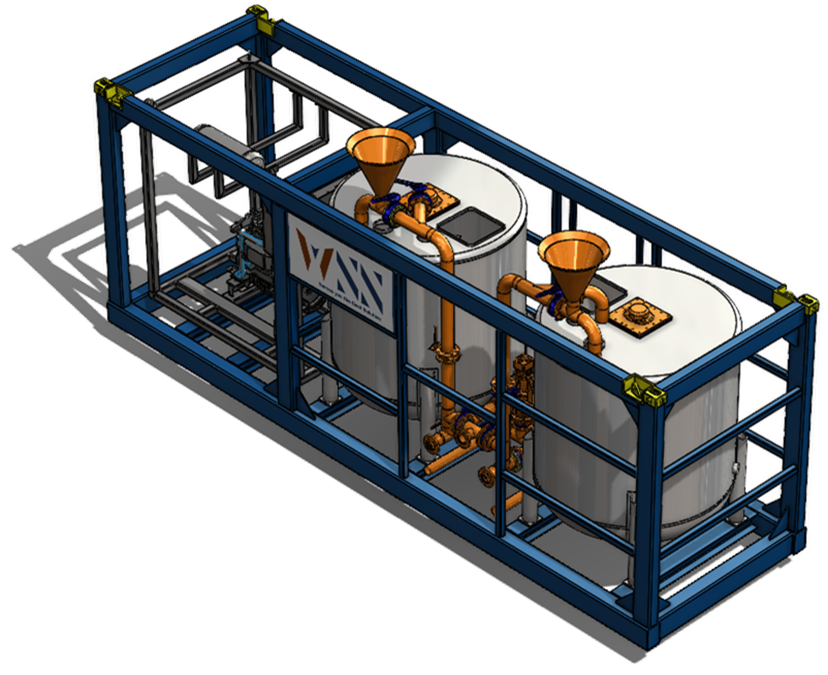
- Multiple Capacity Options Available in 2 x 50 bbl, 2 x 75 bbl, and 2 x 100 bbl configurations
- Dual Centrifugal Pumps: Facilitates slurry recirculation and delivery to pumping units
- Enhanced Agitation System: Two-level impeller mixer ensures consistent blending
- Pneumatic Cement Feeding: Efficiently feeds dry cement directly into the batch mixer
- Environmentally Compliant: Powered by engines meeting EPA Tier 3 and Indian emission standards
Technical Specification
General Specification:
- Tank Capacity: Two tanks with options of 50 bbl, 75 bbl, or 100 bbl each
- Power Rating: 350 bhp (261 kW) at 2,200 rpm
- Operating Temperature Range: -5°C to 48°C (23°F to 118.4°F)
Engine and Power:
- Engine: Caterpillar or Cummins QSL, electronic diesel with gear box
- Hydraulic System: Two Parker Denison hydraulic vane pumps and motors
Mixing System:
- Agitators: Two-level impeller mixers driven by Poclain Hydraulics® motors
- Dry Cement Feeding: Pneumatic feeding system
Transfer Pumps:
- Type: Two RA56 centrifugal pumps
- Features: Recirculation, slurry discharge, and remote fluid transfer capabilities
Dimensions of 2 x 50 bbl Batch mixers:
- Length: 25 ft 5 in (7.747 m)
- Width: 8 ft 5.6 in (2.580 m)
- Height (Operational): 14 ft 4 in (4.38 m)
- Height (Transport): 10 ft 10 in (3.30 m)
Safety and Compliance
- Crash Frame: Certified to DNV 2.7-1 standards
- Environmental Compliance: Meets US EPA and European standards
Our Batch Mixers are designed for optimal performance in challenging environments, catering to different operational requirements with various capacities. Whether you need a skid-mounted or trailer-mounted configuration, our units are built to deliver consistent and efficient cement slurry blending.
To address the challenges of offshore operations and manage the equipment footprint effectively, we offer a two-skid configuration option:
Two-Skid Configuration
- Skid 1: Power Pack and Control System
- Houses the Caterpillar or Cummins QSL electronic diesel engine
- Contains the hydraulic power system with Parker Denison pumps and motors
- Includes the main control panel for centralized operation
- Dimensions optimized for offshore lifting and placement
- Skid 2: Mixing and Pumping System
- Features the dual batch tanks (2 x 50 bbl, 2 x 75 bbl, or 2 x 100 bbl options)
- Incorporates the two-level impeller mixers for efficient blending
- Equipped with dual RA56 centrifugal pumps for slurry transfer
- Includes the pneumatic cement feeding system
Advantages for offshore operation:
- Reduced Footprint: By separating the power pack and mixing systems, the overall footprint can be optimized to fit limited deck space.
- Flexible Positioning: The two skids can be positioned separately on the offshore platform, allowing for better space utilization and workflow optimization.
- Easier Transportation: The split configuration facilitates easier lifting and transportation to and from offshore locations.
- Simplified Maintenance: With systems separated, maintenance can be performed on one skid without necessarily affecting the other, potentially reducing downtime.
- Enhanced Safety: The separation of the power pack from the mixing area can contribute to improved operational safety.